自動化設備導入的成效,該公司生產線上的自動化程度有密切的關係,生產線有自動化經驗的公司,對設備的性能、優勢與局限性更有概念,在人力、流程上也有針對自動化設備做出因應的措施,因此採購自動化設備後,在生產線上不但帶來更多成效,也大幅減少了問題發生。
筆者從事自動化設備開發約有八年以上的經驗,除了參與超過200台的設備開發,也大致了解客戶採購自動化設備的前後,容易發生那些問題,我以自身的從業經驗加上部分資料蒐集,以自動化裝配設備的例子說明
購買自動化設備常見的原因
提升生產效率
能以快速或同步的方式生產,不受休息時間限制
提升生產品質
有更佳的精密度與準確度,並輔以感測器確保生產品質
降低勞動需求
除了大幅降低人力,也改善人員疲勞造成的失誤
降低生產成本
從能源效率、體積、產量來說自動化設備都更有優勢
減少生產面積
佔地面積是成本效率的一環,也是許多台廠的痛點
提升工作環境
自動化可以減少人員的機械、噪音或光線等災害
提升企業形象
自動化的程度影響投資者、求職者的意願
單站式自動化設備
單站式的自動化設備相對低成本且簡單,並且通常只有單一功能,例如:螺絲鎖附、壓合裝配、超音波熔接、輔助裝配複雜的零件等等,這樣的設備能以半自動化的方式輔助人力,除了在重點項目減少人力疲勞、增加產品精度,日後產線升級時,也能整合成全自動產線的單元。
- 最低的投入成本
- 輔助人員半自動作業,以減少勞力、增加品質
- 產品尚在開發階段,生產流程不明確
鎖螺絲半自動化案例
(此影片屬於韓國씨에프시스템 (cfsys.co.kr))
多站式自動化設備
多站式的自動化設備,從原料投入到成品產出,能以全自動的方式完整生產產品,產生過程中,各個功能站非別同步進行裝配或檢查的作業,由於免除了人工作業的空間,整體的生產線用地面積可以大幅縮小,以下是幾種常見的類型:
轉盤式
最常見的類型,它由一個轉盤等分角度來區分出功能站位置,透過轉盤不斷的旋轉,各個功能站別會分別進行同步的作業。
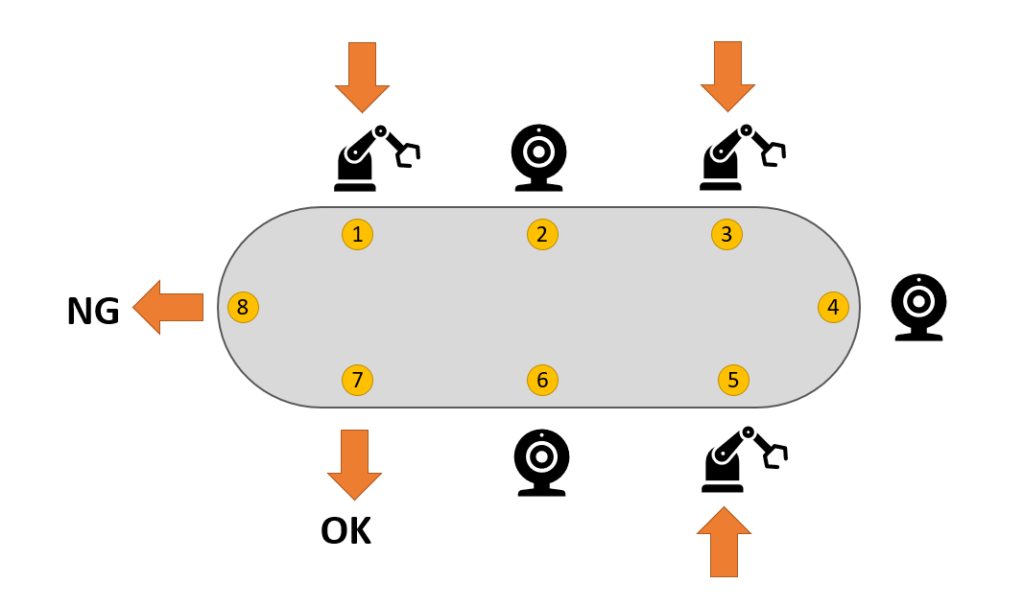
下圖是一個簡易的轉盤式簡圖:
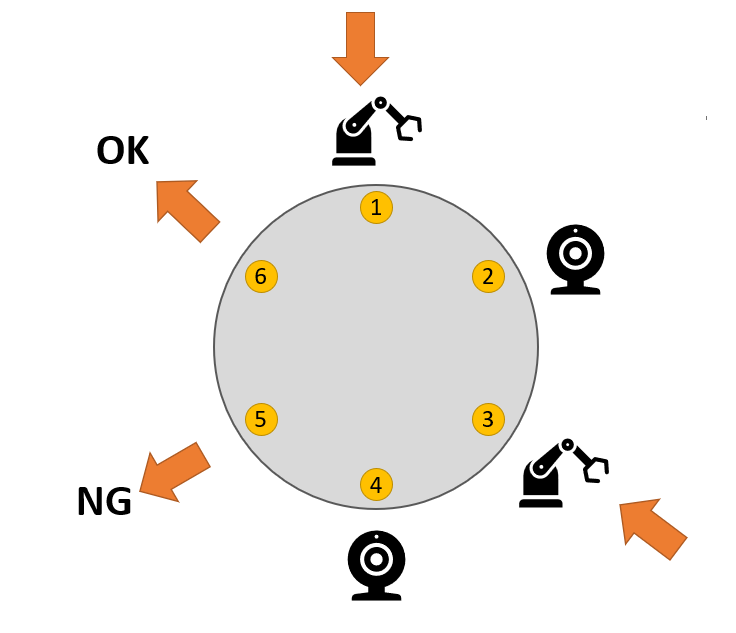
圖中黃色圓圈的數字是站號,代表著整個裝配流程的順序,這個範例代表著零件先由1號站別投入、2號檢查、3號裝配另一個零件、4號檢查裝配結果,最後由5號與6號站別根據檢查結果,分類取出的成品。
- 較低的成本
- 較適合小型的產品
- 設備佔地呈現近似正方形
- 工作站較少,適合約30以下的工作站
- 工作站越多,圓心的無效空間越大
閥體配案與視覺檢測案例
(此影片屬於美國 Matrix 公司)
循環式
類似拉長成橢圓形的轉盤式類型,相比之下它能夠容納更多的工作佔數,並且在多工作站的情況下,比轉盤式有更好的空間效益,但主結構相對更加複雜、成本更高。
下圖是一個簡易的循環式簡圖:
圖中,1~6是裝配與檢查的工作站,可以發現相比轉盤式有更好的空間利用性。
- 相比轉盤式較高的成本
- 較適合小型的產品
- 設備佔地呈現近似長方形
- 適合較多的工作站
汽車電池裝配案例
(此影片屬於英國 HepcoMotio 公司)
直線式
直線式類似流水線的方式,經常使用輸送裝置或拖板的結構,這類型的方式可以生產極大極重的物體,如家電、電機,也能生產小如電子零件、開關等小物體,相比其他裝配方式,直線式各個功能站的變更彈性較大,空間配置也更具多樣性。
下圖是一個簡易的直線式簡圖:
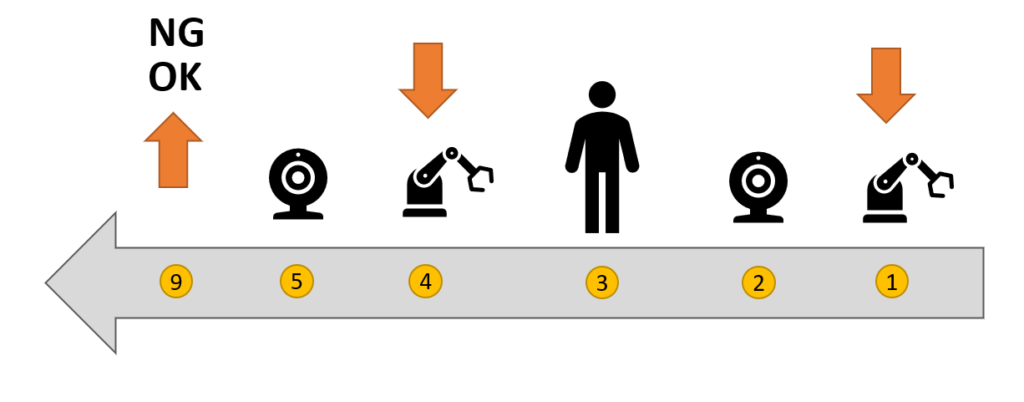
圖中,1~5是裝配與檢查的工作站,在大型的直線式生產線中,可以方便的在工作站增加人力
- 輸送裝置是相對較高的建置成本
- 適用各種大小、重量的生產
- 空間配置最有彈性
- 沒有工作站數上限
小型直線式-散熱風扇裝配案例
(此影片屬於日本 山洋電気株式会社)
大型直線式-洗衣機裝配案例
(此影片屬於義大利 cassioli)
總結
自動化的形式並不限於以上三種,更多的是根據生產的產品特性、製造流程混合多種形式,而自動化的生產方式也隨著科技進步逐漸多樣化,以因應各種產業的不同需求。最後,合理安排預算和選擇值得信賴的設備供應商,以及為企業員工提供必要的培訓和技術支持,將有助於確保自動化設備的順利投入生產並發揮最佳效果。
最後,有任何問題歡迎留言告訴我😊