當你在機械設計圖上看到那兩個小小的圓孔,卻不知道它們為什麼總是成雙成對出現——這篇文章就是為你準備的。定位銷雖不起眼,卻是決定零件能否「準確回家」的關鍵角色。本文將帶你從結構原理出發,深入了解定位銷的工作機制、不同配合方式(緊配 vs 鬆配)的應用場景,以及設計與裝配時常見的錯誤與避坑技巧。你將學會如何選擇合適的規格、公差與材質,甚至知道什麼時候該用定位銷、什麼時候該改用長孔或靠邊定位。讀完後,你不只會懂定位銷是什麼,更能在下一次機構設計中,用它讓你的設備裝配精準又穩固。
定位銷是什麼東西?
定位銷名字雖然很像釘子,但它其實不是拿來把零件釘死,而是用來把零件對齊與固定基準用的。他有點像是我們再組 IKEA 傢俱的時候,有時會使用的那種木頭卡準,用來把零件對齊不會亂跑、還可以承受力量。一般來說定位銷會用比較堅硬或是表面有硬化的金屬材質,並且外徑會有比較精密的尺寸要求。
定位銷到底是怎麼讓零件「乖乖回家」?
假設你有兩片零件要組在一起,只靠螺絲鎖緊,表面上好像不會跑,但如果每次拆裝還是會出現位置差異,這時候定位銷就派上用場。
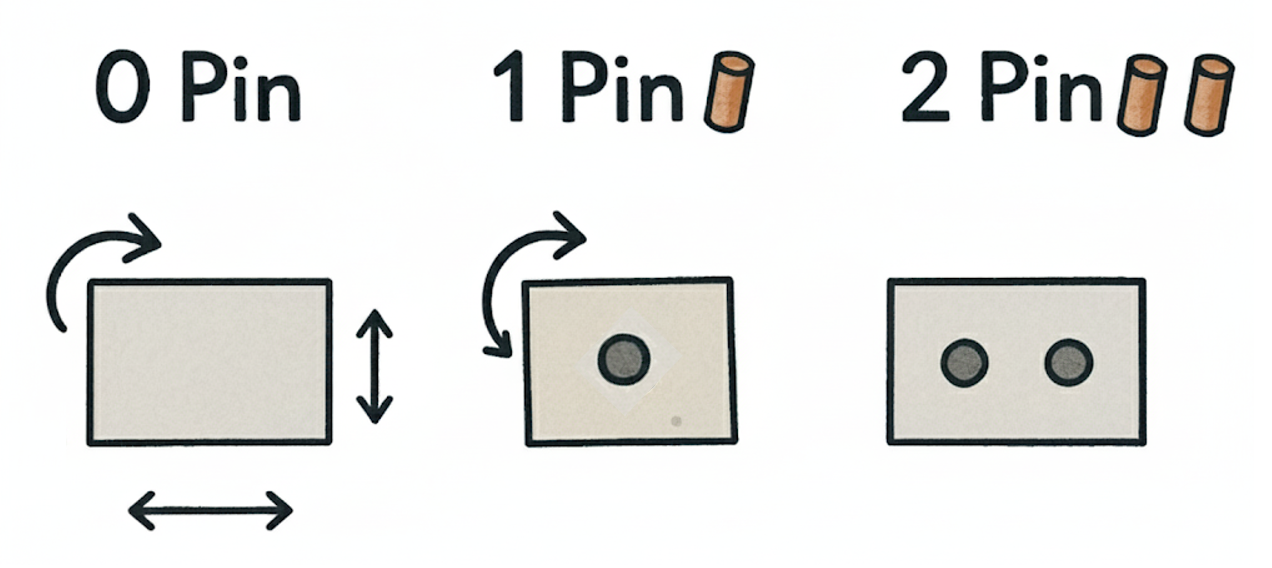
它的使用原理是這樣的:
- 兩個零件各自鑽出精密配合的孔(通常孔徑公差為 H7,這種公差配合通要會用鉸刀做得又直又滑順),
- 直徑精確的定位銷插入後,精密的孔與精密的定位銷兩者配合就可以有好的位置定位。
- 通常會用兩支定位銷,並且盡可能距離遠,這樣一來就可以防止平移與旋轉。
選哪一種定位銷?不要瞎買一把!
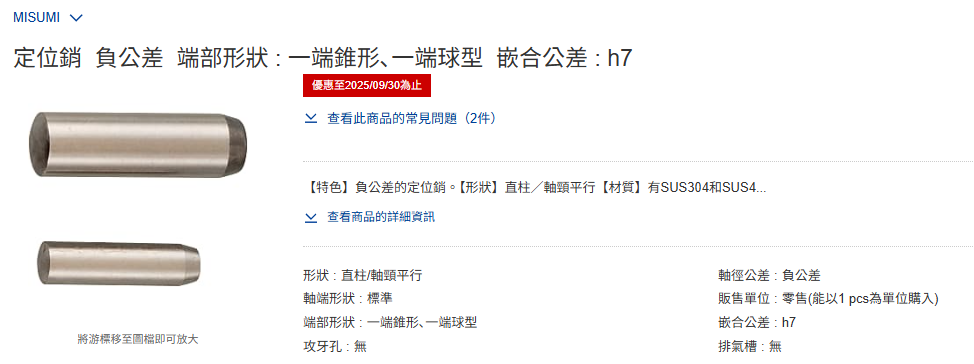
你可能會問:「那這種東西是去哪裡買?很貴嗎?」
放心~在台灣常見機械五金行、工業網站(像是MISUMI、伍全)都能輕鬆買到標準規格的定位銷,一般來說單價從幾元到幾十元不等。如果你要特殊頭型、雙直徑、帶螺紋那種,價格就會高一點。不過絕對不建議「隨手囤一堆」——因為規格尺寸超多,如果是設計自動化的專用設備,亂買一把可能真正能會用到的沒幾隻。
✨自己的經驗:
定位銷直徑通常會選跟螺絲差不多或略小一點的尺寸,這樣設計起來,零件不會因為孔太大導致壁厚太薄,結構比較安全。
「緊配」還是「鬆配」?一定要搞懂的差別
定位銷規格型錄一打開,常看到「緊配合」與「鬆配合」——這到底差在哪?
- 緊配合(正公差):定位銷比孔稍大,需要壓入或敲入,拔出不易,適合長期不拆裝、要求高固定力的場合。一般是銷的一端壓入母件,另一端再滑入配合件,這樣裝配比較順手。
- 鬆配合(負公差):定位銷能直接插入,用手即可裝配,適合需要經常拆裝或臨時定位的情境。大部分機械維修、治具、設備模組類常常要拆裝的地方,常用鬆配合。


✨自己的經驗:
孔徑常見會做成 H7,如果怕掉出來,有時會在孔內上點一點缺氧膠,就能讓它黏住不亂跑。
裝配與設計時還有什麼細節要注意?
定位銷通常都會搭配螺絲。定位銷負責讓零件限制位置,螺絲或螺帽則負責鎖固(夾緊)。我習慣設計時先想好鎖螺絲位置,再去設計定位孔適合的位置。
💡小技巧:
- 定位銷的壓入孔深建議 ≥2 倍直徑、兩支銷的間盡可能拉遠,這樣定位的效果會更好。
- 有的時候定位孔的中心度不這麼好加工出來,這時候採用一圓孔一長孔的設計會是個好辦法!
- 定位孔設計一個倒角組裝時會省力很多,因為精密的定位銷組裝的時候其實挺容易卡住的。
- 如果定位孔是盲孔,安裝定位銷的時候會有彈簧感(氣排不出來),可以在盲口多設計一個排氣孔。
還有哪些方法能取代定位銷?
有時候你會看到不用定位銷也能做到定位,例如:
- 用零件本身的外型如靠邊、直角來限制位置
- 可以搭配彈簧、定位珠把零件靠齊精準的邊邊頂緊
設計定位銷要小心什麼?
- 盲孔設計失誤 如果你在兩個零件上都設計盲孔,一定要算好有效深度和定位銷長度。太短整支吞進去、太長根本插不進去。
- 忽略剪力需求 定位銷除了定位,很多時候也要扛橫向剪力。如果機構會承受側推或滑動,要選用適當的直徑和材質,避免斷裂或磨損。
- 經常拆裝 如果機構需要經常拆裝,可以在容易磨損的定位孔內加裝銅套、襯套。這樣定位銷和套件磨損時,只需換銅套,不用重做整個零件。
- 材料表面處理的厚度變化 像鋁件經過陽極硬膜處理後會使孔徑會變小,不提早預留加工公差,定位銷根本塞不進去。通常有三個方法,定位孔預留一定公差、表面處理後再修孔、把孔塞起來再拿去表面處理。